

Production Process of Whey Protein Powder
Preface
This production process adopts full membrane separation technology independently developed by Zhuolineng Technology Co., Ltd., replacing traditional thermal concentration & isoelectric precipitation technology. It realizes low-temperature physical separation without phase change, retains natural nutritional activity of whey protein, reduces additive dosage, improves protein yield and finished product purity, applicable to WPC (Whey Protein Concentrate), WPI (Whey Protein Isolate) and hydrolyzed whey protein powder production.
1. Raw Material Receiving & Pre-treatment Section
1.1 Raw Material Inspection & Storage
Raw material: Sweet whey liquid / acid whey liquid by-product from cheese & casein production (dry matter: 5%–7%, crude protein: 0.6%–1.0%, lactose: 4.0%–5.0%, ash: 0.5%–0.8%).
Raw whey liquid is sampled for index detection: protein content, pH value (sweet whey pH 5.8~6.4; acid whey pH 4.2~4.8), fat content, microbial total count, suspended solids before tank feeding.
Qualified raw whey is pumped into insulated stainless steel storage tank (4℃ cold storage, storage period ≤24h) to prevent microbial reproduction and protein denaturation.
1.2 Pre-filtration & Crude Impurity Removal
Primary filtration: 50μm bag filter removes coarse cheese residue, casein fragments and large suspended impurities to protect subsequent membrane elements from scratch and blockage.
Fat removal: Disc-type flat plate membrane pre-separation system (disc flat membrane equipment) removes residual cream and milk fat; membrane intercepts fat globules, permeate is defatted clear whey feed liquid.
Equipment advantage: High anti-fouling capacity, backwash & air wash available, low pre-treatment cost, suitable for high-suspension whey raw liquid.
pH fine adjustment: Food-grade food acid/alkali is added to regulate whey pH to target value matching subsequent ultrafiltration process, avoiding protein isoelectric precipitation loss.
2. Core Membrane Separation & Fractionation Section (Key Working Procedure, Roll-type Membrane Series Equipment)
Whole section uses low-temperature membrane separation (operating temp ≤40℃), physical separation only without heating evaporation, keeps protein natural bioactivity.
2.1 Ultrafiltration (UF): Whey Protein Concentration & Lactose Separation (Roll-type Ultrafiltration Membrane Equipment)
Membrane parameter: Roll organic ultrafiltration membrane, MWCO (Molecular Weight Cut Off): 10kDa~50kDa; working pressure: 3–18 Bar; operation temperature ≤38℃.
Separation principle: Protein macromolecules (whey protein molecular weight 10kDa~60kDa) are intercepted by UF membrane to form concentrated whey retentate (WPC concentrated feed); small molecules (lactose, mineral salt, monosaccharide, water) pass through membrane as UF permeate (lactose-containing waste liquid for secondary recovery).
Process control: Circulating cross-flow filtration, intermittent online CIP cleaning to eliminate membrane surface protein fouling; retentate solid content rises to 18%–28% to obtain WPC concentrated liquid (raw material for WPC80/WPC70 whey concentrate powder).
Product output:① Retentate: Concentrated whey protein liquid for spray drying into Whey Protein Concentrate Powder (WPC70/WPC80).② UF permeate: Lactose & ash mixed feed, delivered to nanofiltration section for lactose enrichment and desalination.
2.2 Nanofiltration (NF): Permeate Desalination & Lactose Concentration (Roll-type Nanofiltration Membrane Equipment)
Membrane parameter: Roll-type NF membrane, MWCO:100–1000Da, working pressure:5–22 Bar, temp ≤38℃.
Function: Separate inorganic mineral salt (ash) and lactose from UF permeate; NF intercepts disaccharide lactose, allows monovalent inorganic salt (Na⁺, K⁺, Cl⁻) to pass into NF permeate.
Process: NF retentate is desalted concentrated lactose liquid (can be independently dried into food-grade lactose powder); NF permeate (high-salt wastewater) enters reverse osmosis for water recovery and zero-discharge treatment.
2.3 Reverse Osmosis (RO): Water Reclamation & Wastewater Treatment (Spiral Wound RO Membrane Equipment)
RO membrane intercepts all soluble small molecular substances; pure water permeate is recycled for production CIP cleaning, equipment washing and raw whey dilution; RO concentrated brine is collected for centralized environmental treatment, realizing production water recycling and emission reduction.
2.4 Extra Step for WPI Whey Protein Isolate Production
For WPI (protein ≥90%) production: Use secondary NF+fine UF deep desalination on primary UF concentrated WPC liquid to remove residual lactose and ash, further enrich protein to ≥90% solid phase before spray drying.
3. Sterilization & Homogenization Pre-drying Treatment
Microbial sterile filtration: Tubular ceramic membrane sterile filtration system (Ceramic tube membrane equipment, precision 0.01~0.5μm) for sterile clarification of concentrated whey feed liquid; intercept bacteria, yeast and mould without high-temperature pasteurization, fully retain thermo-sensitive active protein like β-lactoglobulin, α-lactalbumin.
High-pressure homogenization: 150–220bar two-stage homogenization to break residual micro fat globules, improve finished powder instant solubility and prevent fat floating during dissolution.
Solid content fine adjustment: Purified RO recycled water is added to adjust feed solid content to 12%–22% (optimal range for spray drying).
4. Spray Drying & Post-processing Section
4.1 Spray Drying
Sterilized concentrated whey liquid is delivered into centrifugal spray dryer: inlet air temp 160–180℃, outlet air temp 75–85℃; feed liquid is atomized into tiny droplets and instant dehydrated into dry whey protein powder (moisture ≤5.0%). Low outlet temperature avoids local overheating and protein denaturation.
4.2 Post-treatment & Finishing
Fluidized bed secondary drying & cooling: Reduce finished powder moisture below 4.5% and cool down to room temperature to prevent agglomeration.
Sieving: 40–80 mesh vibration sieve removes large agglomerated particles; oversized particles are recycled for re-dissolution and re-drying.
Blending (optional): Add food-grade lecithin as instant agent according to product formulation for instant whey protein powder; no extra preservatives needed under full membrane low-temp process.
5. Final Inspection, Packaging & Warehousing
Finished product laboratory test: Test protein content, moisture, fat, ash, microbial index (total bacteria, coliform, pathogenic bacteria), solubility to match GB/USDA/FCC food standard; issue MTC quality certification report as per customer demand.
Aseptic packaging: Vacuum aluminum foil bag / food-grade PE drum packaging under 100,000-class clean workshop; mark batch No., production date, shelf life, product specification (WPC70/WPC80/WPI90).
Constant-temperature warehouse storage (20℃ below, dry environment), finished goods outbound after passing final QA inspection.
6. Full-line CIP Cleaning System (Daily Regular Maintenance)
Daily production stop: Online CIP circulation cleaning for all membrane equipment and pipelines with hot alkali (2% NaOH), hot acid (1.5% HNO₃) and sterile purified water sequentially; recover cleaning wastewater for centralized RO treatment to realize clean production and extend membrane service life over 4 years.
7. Process Core Advantages (Membrane Process vs Traditional Thermal Concentration)
Low-temperature physical separation (<40℃), no protein thermal denaturation, protein yield increased by 8%–15% vs traditional evaporation process.
Save steam consumption for thermal evaporation, reduce 60%+ energy cost; zero flocculant & coagulant addition, no chemical residue in finished product.
By-product comprehensive recovery: lactose powder and recycled production water, improve overall project economic benefit.
High automation degree, continuous closed production, lower manual cost and stable finished product quality.
Appendix: Equipment List Matching Product Catalogue
Pre-treatment: Disc Type Flat Plate Membrane Equipment
Core Concentration: Roll-type UF/NF Membrane Separation Equipment
Sterile Filtration: Ceramic Tube Membrane Filtration System / Organic Tubular Membrane Equipment
Wastewater Recovery: Spiral Wound RO Desalination Equipment
Lab pilot test: CX-SY series multi-functional membrane experimental equipment (for formula development and small trial before formal production)
Recently Posted
-
Membrane Separation Systems for Instant Tea Powder Production Lines – Green Low-Temp Tea Processing
June 20, 2026Traditional instant tea powder manufacturing relies on thermal evaporation and chemical flocculation, which leads to lost tea arom Read More
Read More -
Hypochlorous Acid: The Eco-Friendly Water Solution for Modern Green Planting
June 11, 2026Sustainable agriculture and green planting have emerged as pivotal trends in modern farming, as global growers prioritize crop saf Read More
Read More -
High Concentration Sodium Hypochlorite Equipment for Municipal Drinking Water Plant Disinfection
June 9, 2026Drinking water safety is the cornerstone of public health and urban operational stability. For municipal water treatment plants, e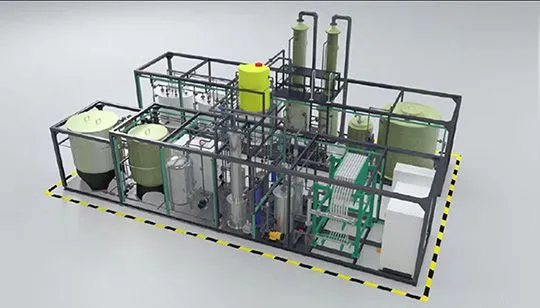 Read More
Read More

Contact Us
Recommended Products
-
 100kg/hour WPC80 Concentrated Whey Protein Powder Production Line Membrane Filtration Concentration EquipmentUS$ 20000 - 300000MOQ: 1 Combo
100kg/hour WPC80 Concentrated Whey Protein Powder Production Line Membrane Filtration Concentration EquipmentUS$ 20000 - 300000MOQ: 1 Combo -
Full-Automatic Beverage Processing Machinery Whole Production Line Membrane Clarification Membrane Filtration EquipmentUS$ 50000 - 500000MOQ: 1 Combo
-
Instant Tea Whole Product Line Membrane Filtration, Concentration and Dehydration EquipmentUS$ 50000 - 500000MOQ: 1 Set
-
3500-4000 Kg/H Tcm Compound Injection Sterilization Filtration EquipmentUS$ 50000 - 500000MOQ: 1 Combo
-
Plant Raw Material Crude Extract Membrane Separation EquipmentUS$ 50000 - 500000MOQ: 1 Combo





-
13% High Test Hypochlorite Machine for Heavy Duty DisinfectionUS$ 50000 - 300000MOQ: 1 Set
-
9% On-Site Hypochlorite Generator for Bottled Water PlantsUS$ 50000 - 300000MOQ: 1 Set
-
14% High Purity Sodium Hypochlorite Plant for BleachingUS$ 50000 - 300000MOQ: 1 Combo
-
15% High Concentration Sodium Hypochlorite Generator for Water TreatmentUS$ 50000 - 300000MOQ: 1 Combo
-
15 Kg/h Seawater Electrolytic Antifouling System for RefineriesUS$ 50000 - 300000MOQ: 1 Set




-
10 Ppm Electrochlorination Unit for Seawater Cooling AntifoulingUS$ 50000 - 300000MOQ: 1 Set
-
20 Kg/day Seawater Electrolysis Plant for Coastal Power PlantsUS$ 50000 - 300000MOQ: 1 Set
-
5 Kg/h Electrolytic Seawater System for Marine Ballast TreatmentUS$ 50000 - 300000MOQ: 1 Set
-
100 M³/h Electrolytic Seawater Antifouling System for LNG TerminalsUS$ 50000 - 300000MOQ: 1 Set
-
50 Ppm On-Site Sodium Hypochlorite Generator From SeawaterUS$ 50000 - 300000MOQ: 1 Set




-
30 Ppm Electrolytic Disinfection Unit for Seawater Intake ScreensUS$ 50000 - 300000MOQ: 1 Set
-
0.5 T/day Seawater Electrolysis Hypo Generator for Desalination PretreatmentUS$ 50000 - 300000MOQ: 1 Set
-
12% - 15% 3000L Storage Tank Sodium Hypochlorite Dosing and Injection SystemUS$ 50000 - 300000MOQ: 1 Set
-
Dairy Processing Sterilization & Disinfection Membrane Filtration and Clarification MachineryUS$ 50000 - 500000MOQ: 1 Combo
-
Pectin Refining and Concentration EquipmentUS$ 50000 - 500000MOQ: 1 Combo





